|
Translate to: |
||||||
| Обратная связь | Новости САПР | Программы | Документация | Полезные советы | Обзорные статьи | ||
| Заказ и разработка | Каталог САПР | САПР-конференция | Библиотека ГОСТов | Наши соавторы | Коммерческое ПО | ||

ПРОТОТИПИРОВАНИЕСтатья Сергея Котова,
Томский Политехнический Университет 1. Традиционное моделированиеВ процессе работы над новым проектом, особенно на стадии комплексного проектирования, трудно выявить различные ошибки и недостатки, используя только экран дисплея. Имея реальную физическую модель будущего изделия можно выявить и устранить различные ошибки, скорректировать пути продолжения процесса проектирования. Прототип изделия можно использовать в качестве концептуальной модели для визуализации и анализа конструкции; позволяет конструкторам выполнить доработку и провести некоторые функциональные тесты; может служить мастер-моделью для изготовления инструментальной оснастки. Кроме того, прототип может использоваться в маркетинговых целях или
при определении стоимости изготовления.
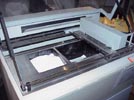
Традиционный способ получения физических моделей будущих изделий – изготовление их из легко обрабатываемых материалов вручную или на обычных обрабатывающих станках (рис.1). На изготовление модели затрачивается от нескольких недель до нескольких месяцев, что приводит к повышению затрат на разработку нового изделия и задержке сроков выпуска новой продукции. 2. Быстрое прототипирование (Rapid Prototyping)Быстрое прототипирование (Rapid Prototyping – RP) – это
новые технологии, активно развивающиеся в проектной и производственной
индустрии. Предоставляют возможность получать физические
детали и модели без инструментального их изготовления, путём преобразования
данных, поступающих из CAD-системы, и получить чертежи и проекты в 3D-представлении,
только нажав кнопку. В настоящее время на рынке существуют различные RP-системы, производящие модели по различным технологиям и из различных материалов. Однако, все системы для быстрого прототипирования, имеющиеся на сегодня, работают по схожему, послойному принципу построения физической модели, который заключается в следующем (рис.3):  · считывание трёхмерной геометрии из 3D CAD-систем в формате STL (обычно твёрдотельные модели, или модели с замкнутыми поверхност-ными контурами). Все CAD-системы твёрдотельного моделирования могут выдавать файлы STL (рис.4,б, рис.5,б); · разбиение трёхмерной модели на поперечные сечения (слои) с помощью специальной программы, поставляемой с оборудованием или используемой как приложение (рис.3, б, в); · построение сечений детали слой за слоем снизу вверх, до тех пор, пока не будет получен физический прототип модели (рис.5, а, б, в) Слои располагаются снизу вверх, один над другим, физически связываются
между собой. Построение прототипа продолжается до тех пор, пока поступают
дан-ные о сечениях CAD-модели. На сегодняшний день на рынке существует целый ряд RP машин, значительно
отличающиеся по стоимости. Наименьшую стоимость имеют 3D-принтеры,
используемые при концептуальном дизайне. Стоимость таких систем начинается
с $30000. Наиболее дорогие – производственно-ориентированные
системы, стоимостью около $800000. Кроме этого, предлагается
множество систем для быстрого прототипирования, стоимость которых находится
в этих пределах. 3. Основные технологические процессыРабота некоторых RP-систем основана на фотополимеризации
– химическом процессе, при котором жидкая смола (полимер) превращается
в твёрдый полимер под воздействия на неё ультрафиолетового излучения
или излучения видимой части спектра. 3.1 Стереолитография (SLA)Основным рабочим элементом стереолитографии
(Stereo Lithography Apparatus - SLA) является ультрафиолетовый лазер,
который последовательно “вычерчивает” сечения объекта
на поверхности ёмкости со светочувствительной смолой. Жидкий пластик
отвердевает только там, где его касается лазерный луч. Новый слой жидкого
пластика распространяется по отвердевшей поверхности и контур следующего
слоя вычерчивается лазером. Процесс повторяется автоматически до полного
построения детали. 3.2 Технология SGCТехнология SGC (Solid Ground Curing) - сложный, многошаговый процесс. С помощью специального
тонера на стеклянной пластине создаётся изображение слоя, образующее
его “фотомаску” - фотошаблон. Тонкий слой смолы, распределённый по поверхности
рабочего стола, и нахо-дящийся над ним фотошаблон слоя, выстраиваются
под ультрафиолетовой лампой. Лампа включается на несколько секунд, в
результате чего отвердевает слой смолы, фотомаска которого использовалась
в этот момент. Неотвердевшая смола удаляется, полости заполняются расплавленным
воском, который быстро затвердевает.
Оборудование от DTM Corp., Helisys и Stratasys основано на тепловых
реакциях и следующих основных технологиях: 3.3 Технология SLS При SLS-технологии (Selective Laser Sintering - лазерное спекание порошковых материалов) 3D
объект создаётся из порошкообразных материалов – пластик, металл, нейлон
и керамика – используя процесс спекания при помощи CO2 лазера.
Лазерный луч, попадая на тонкий слой порошка, спекает порошковые 3.4 Технология LOMLOM-процесс (LOM – Laminated Object Manufacturing - изготовление объектов с
использованием ламинирования) также включает в себя лазер, который вырезает контуры
сечений по CAD-данным, слой за слоем (рис.11).
3.5 Технология FDMПри FDM–процессе (FDM–Fused Deposition Manufacturing - послойное наложение расплавленной полимерной нити) термопластичный моделирующий материал, диаметр которого составляет 0.07 дюйма (1,78 мм), подаётся через экструзионную (выдавливающую) головку с контролируемой температурой, нагреваясь в ней до полужидкого состояния. Выдавливающая головка наносит материал очень тонкими слоями на неподвижное основание. Головка выдавливает материал с очень высокой точностью. Последующие слои также ложатся на предыдущие, солидифируются (отвердевают), соединяются друг с другом.           Разработчиком технологии FDM и производителем оборудования является компания Stratasys. Штаб квартира Stratasys находится в Martin Drive, MN, USA. Технологии и оборудование Stratasys используют следующие компании: DaimlerChrysler, Hewlett-Packard, Mercedes Benz St., General Motors, Ford, NASA, Kodak, Boeing, Hammer, Motorola, Xerox, US Navy, Rowenta, Lockheed Martin и др. Дополнительная информация: описание технологии FDM, характеристики оборудования, материалов: ресурсы фирмы Solver, Инженерный Центр 4. Принтеры твердотельных объектов (3D Printers)В своём большинстве системы быстрого прототипирования являются громоздкими
и дорогостоящими установками. Небольшие компании не могут себе позволить
их приобрести. Поэтому они заказывают свои модели на фирмах, специализирующихся
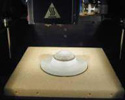
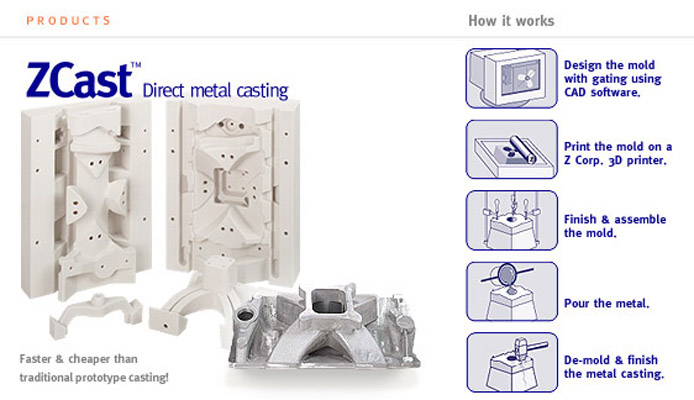
на этих технологиях или услугах по прототипированию. 4.1 Принтер Genisys (Stratasys)Этот концептуальный моделер (рис.16) изготавливает относитель-но прочные детали, используя разновидность технологии FDM (Fused Deposition Modelling), традиционно используемой системами Stratasys. Этот процесс включает в себя нагревание термопластического материала до температуры плавления и его выдавливание для формирования детали. Толщина каждого слоя составляет 0.014 дюйма (0.36 мм). Genisys предоставляет возможность расположения нескольких деталей одна в другой или одновременное размещение нескольких деталей в рабочей области. Это удобно при изготовлении нескольких вариантов детали в одно и тоже время. Размер формируемой детали: 305х203х203 мм. 4.2 Принтер Z 402 (ZCorporation)В этом процессе машина распределяет слой порошка по поверхности рабочей
ёмкости (рис.17,
a ). В качестве строительного материала используется специальный
крахмально-целлюлозный порошок. Жидкий клей на водяной основе, поступая
из 128-струйной головки, связывает частицы порошка, формируя контур
одного сечения модели. Затем рабочая ёмкость опускается на толщину одного
слоя; по всему объёму ёмкости, в том числе и по предыдущему слою, распределяется
новый слой порошка, инжекционная головка очерчивает контур следующего
сечения, и т.д. После окончания построения излишки порошка удаляются.
Для увеличения прочности модели имеющиеся пустоты могут быть заполнены
жидким воском.
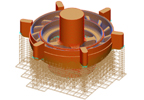
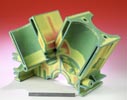
4.3 Принтер Objet Quadra (Objet Geometries)Семейство установок послойного синтеза пополнилось принципиально новым
струйным 3D-принтером фирмы Objet Geometries Ltd (Израиль). Этот прибор при сравнительной простоте и дешевизне
обеспечивает изготовление прототипов, сравнимых по качеству со стереолитографиче-скими
моделями (рис.19).
Принцип действия принтера Objet Quadra заключается в следующем: 5. Практическое применение прототиповВизуализация 6. Критерии оценки RP-системСравнение RP-процессов можно произвести по следующим критериям:Размер детали Габариты детали, которую может построить система прототипирования, ограничена размерами “строительной камеры”. В зависимости от машины, размеры моделей распределяются от 8х8х8 дюймов до 32х22х20 дюймов. Однако, большие детали могут быть изготовлены по частям и за-тем собраны в одну деталь. Скорость Скорость построения модели зависит от таких факторов, как: размер детали; геометрическая сложность; используемые материалы; программное обеспечение и др. Материалы На рынке предлагается целый спектр материалов для прототипов, различающихся по степени прочности и качеству образуемой поверхности. В зависимости от процесса, в прототипировании используются следующие основные материалы; полистирол, термопластик, бумага, акрил, поликарбонат, нейлон, ABS, синтетические смолы и др. Точность Точность прототипа (степень соответствия CAD-модели) зависит определяется факторами: · правильность CAD-файлов; · разрешение (толщина слоёв); · свойства материала Смолы, например, имеют свойство коробиться или усаживаться при высыхании. Другие материалы не обеспечивают достаточное качество поверхности модели для дальнейшего её использования (при изготовлении литьевых форм); или не достаточную прочность. Стоимость Разработчики RP-систем в последнее время ориентируются на выпуск недорогих и быстродействующих машин, снижая стоимость и увеличивая объём рабочей камеры. Таким образом, новые технологии изготовления прототипов позволяют значительно
сократить сроки изготовления моделей для визуализа-ции, подгонки, изготовления
оснастки и других применений, что обеспечивает: Быстрое изготовление прототипов стало важнейшей частью CAD/CAM – процесса.
RP-технологии позволяют пользователям за короткое время проверить данные
CAD-систем. Увеличивающееся использование твёрдотельного моделирования
обеспечивает распространение технологий быстрого получения прототипов.
Повышается качество материалов и точность прототипов. Всё это говорит
о том, что технологии и системы быстрого прототипирования будут занимать
всё большее место в автоматизированном проектировании. В недалёком будущем
RP-системы будут доступны любому пользователю и станут привычным инструментом
конструктора, повышая качество проектирования и сокращая время выпуска
новой продукции. |
3D Systems, Inc.
Самая распространённая технология быстрого прототипирования - стереолитография. Разработка, продажа, распространение стереолитографов и 3D принтеров. Сеть филиалов во многих странах мира.
3D Systems, Inc., Valencia, США.
http://www.3dsystems.com
Helisys, Inc.
Производитель систем быстрого прототипирования, основанных на LOM-технологии.
Helisys, Inc., Torrance, CA, США.
http://www.helisys.com
http://www.pumori.ru
Stratasys, Inc.
Технология FDM, системы FDM, 3D принтеры Genius.
Stratasys, Inc., Minneapolis, MN, США.
http://www.stratasys.com
http://www.solver-net.ru
Z Corporation
Производство и распространение Z402 - 3D принтеров для построения прототипов деталей для визуализации на стадии концептуального проектирования.
Zcorporation, SommerVille, США.
http://www.zcorp.com
http://zcorp.temco.co.jp
http://www.pumori.ru
DTM Corporation
Оборудование (Sinterstation) и технология SLS.
DTM Corporation, Austin, Texas, США.
http://www.dtm-corp.com
Cubital
Оборудование (Solider) и технология SGC.
Cubital America, Inc., Troy, MI, США.
http://www.cubital.com
MultiStation
Компания, производящая проектирование новых изделий с применением CAD/CAM и Rapid Prototyping технологий.
Multistetion.SA, Франция.
http://www.multistation.com
Objet Geometrics Ltd.
Израильская компания, разработавшая новый 3D принтер - Objet Quadra ink-jet printer.
Objet Geometrics Ltd., Rehovot, Израиль.
http://www.objet.co.il
EOS GmbH
Electro Optical Systems - лидирующий европейский производитель систем быстрого прототипирования для технологии SLS: EOSINT P (Plastics), EOSINT M (Metal), EOSINT S. Проектирование новых изделий с применеием CAD/CAM систем. Оптимальное решение для всех стадий проектирования, от концептуального дизайна до готового изделия.
EOS GmbH, Munchen, Германия.
http://www.eos-gmbh.de
4D Concepts GmbH
CAD/CAM сервис, проектирование изделий, построение прототипов.
http://www.4dconcepts.de
Design Concepts in 3D
Полный спектр проектно-конструкторских работ с применением новых технологий - CAD систем и прототипирования.
Design Concepts in 3D, Lee's Summit, США.
Astro Model Development
Компания, осуществляющая весь цикл создания изделия: проектно-конструкторская разработка, моделирование, прототипирование, реверсивное проектирование и изготовление.
Astro Model Development, Eastlake, OH, США.
http://www.amdnet.com
http://www.astromarketing.com
Solver
Компания, производящая комплексную автоматизацию предприятий: конструкторское и технологическое проектирование, производство, управление предприятием. Представитель компаний Parametric Technology Corporation и Helisys.
Solver, Москва, Воронеж.
http://www.solver-net.com
Pumori
Фирма "ПУМОРИ-ИНЖИНИРИНГ" - многопрофильное предприятие, в состав которого входят несколько подразделений, предоставляющее инжиниринговые услуги, в том числе быстрое прототипирование на оборудовании Helisys и Z Corporation.
ПУМОРИ-ИНЖИНИРИНГ, Екатеринбург, Россия.
http://www.pumori.ru
EDAG
Крупная корпорация, занимающаяся проектно-конструкторскими работами для ав-томобильной промышленности. Осуществляет весь спектр работ по созданию нового из-делия: CAD/CAM проектирование, моделирование, прототипирование, тестирование и из-готовление.
EDAG Engineering+Design AG, Fuldy, Германия.
http://www.edag.de
Bertrandt
Крупная корпорация, действующая в области комплексного проектирования для автомобильной индустрии. Осуществляет весь спектр проектно-конструкторских работ.
Bertrandt AG, Германия.
http://www.bertrandt.com
Rapitypes
Компания, работающая в сфере полного сервиса быстрого прототипирования и проектирования.
Rapitypes Limited, Leicester, Великобритания.
http://www.rapitypes.co.uk
42 Technology
Проектно-конструкторская компания, использующая САПР Pro/Engineer.
42 Technology, Великобритания.
http://www.42technology.co.uk
FCS
Проектная компания, использующая САПР CATIA.
Farnest Computer Services B.V., Нидерланды.
http://www.fcs.nl
Copyright © Сайт поддержки пользователей САПР